
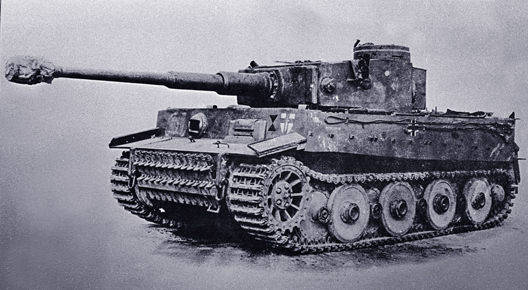
Most members of the Tiger family were armed with an anti-tank gun optimised for armour penetration. …

Tiger 131 – A Twist in the Tale
The story of the world’s most famous tank has had a new chapter added, following research revealing exactly how Tiger 131 was captured….

The Myth of Tiger 131 – An Update
Tiger 131 is the most famous tank in the world and the story isn’t over……
Capture of Tiger 131
Until September 2017, this was the accepted story of the capture of Tiger 131. New evidence has found it to be incorrect. Find the new story here….

Tiger Combat Debut
The Tiger combat debut took place in August 1942 on the Eastern Front. It was not a success, with three of the four breaking down….

Building the Tiger Tank
Tank construction has always been a labour intensive, expensive process. The need to increase manufacturing during the Second World War saw existing factories adapt for the job….

Zimmerit and why
You may notice that the exterior of the Jagdtiger and Production Tiger II have an unusual texture. This is Zimmerit – a protective layer to decrease the magnetic properties of the tank’s armour….

Tiger 131 Restoration: Part IX Restoration at The Tank Museum
Part IX. The story of Tiger 131’s restoration, the Tiger has its Tankfest and Tiger Day debut….
Tiger 131 Restoration: Part VIII The Final Stages?
Part VIII. The story of Tiger 131’s restoration, the Tiger ‘s restoration nears completion….
Tiger 131 Restoration: Part VII Battle Damage
Part VII. The story of Tiger 131’s restoration, the Tiger reveals its battle damage….
The Mysterious American Tiger
The US Army’s Armor School at Fort Benning holds a Tiger tank captured in Tunisia, with a contested heritage, but likely a longer service than Tiger 131….
When did British Intelligence learn about The Tiger?
Surprisingly, British intelligence did not know of the Tiger until months after its deployment, and years after Germany launched its requirement….

Why Tiger 131?
Today Tiger 131 is probably the most famous tank in the world. Of the six surviving Tiger I’s, it is the only one numbered 131. …
Tiger 131 Restoration: Part VI Oddities
Part VI. The quirks of the tank are revealed….

The Panzerkompanie
It’s difficult to imagine the impact of a single tank within the Museum. On the battlefield, if a tank was operating alone it was likely something had gone very wrong….
What the L
The Tiger I and Tiger II tank were armed with an 88mm gun. However, if you tried to fire a round for one through the other, it wouldn’t fit. Why should this be?…
Tiger 131 Restoration: Part V A Setback and a Repaint
Part V. The story of Tiger 131’s restoration, the engine blows and the Tiger is repainted after research reveals its original camouflage….
Tiger 131 Restoration: Part IV The Hull
Part IV. The final stages of work on the hull, including interior details and fitting the engine….
Tiger Wheels
One of the most distinctive features of the Tiger family is the interleaved and overlapping road wheels….

Tiger 131 Restoration: Part III The Turret
Part III. The repair of the turret, including removing the gun, removing rust, and painting the interior and exterior. …



